When designing parts for laser cutting one should not make holes smaller than the thickness of the material.
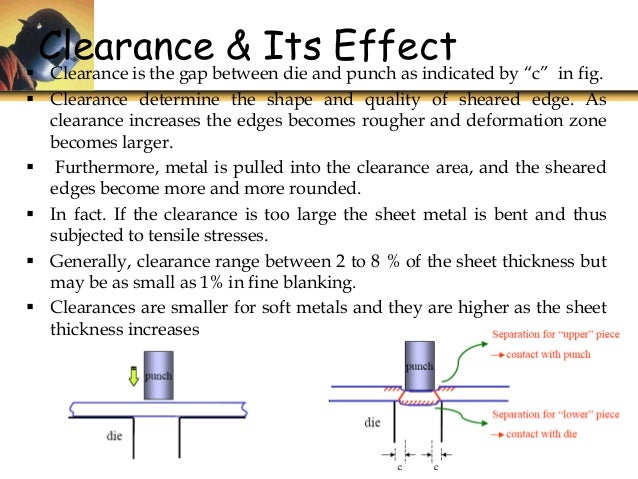
As sheet metal stock thickness increases the clearance between.
A circular sheet metal slug produced in a hole punching operation will have the same diameter as the.
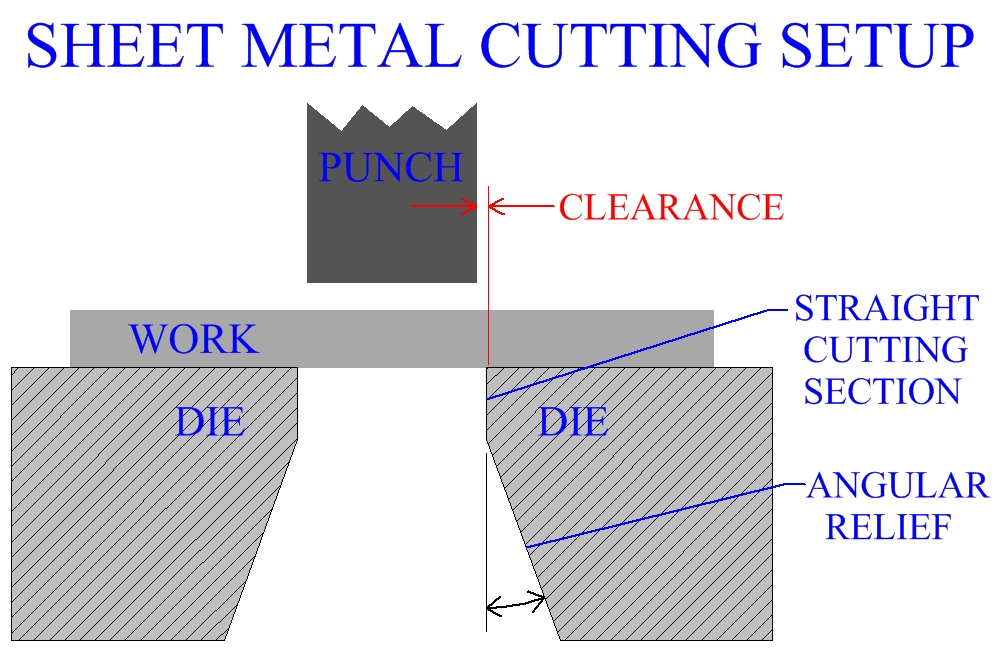
The optimum clearance between the punch and die.
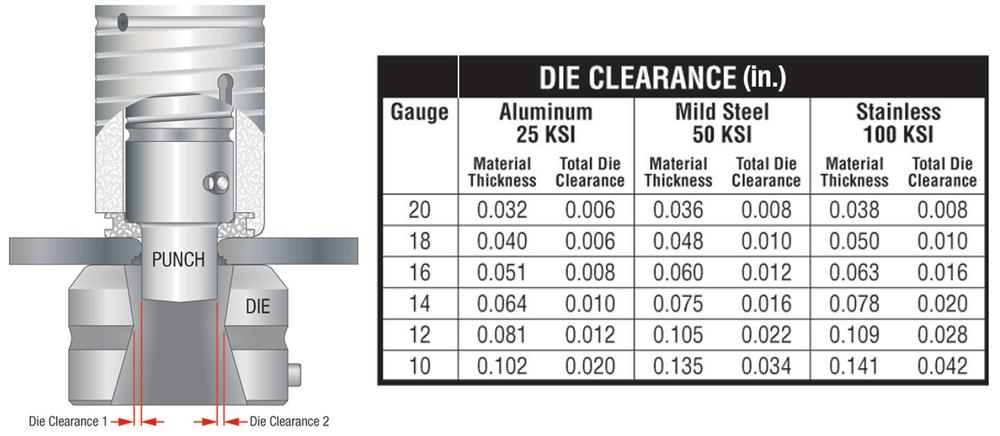
The equivalent thicknesses differ for each gauge size standard which were developed based on the weight of the sheet for a given material.
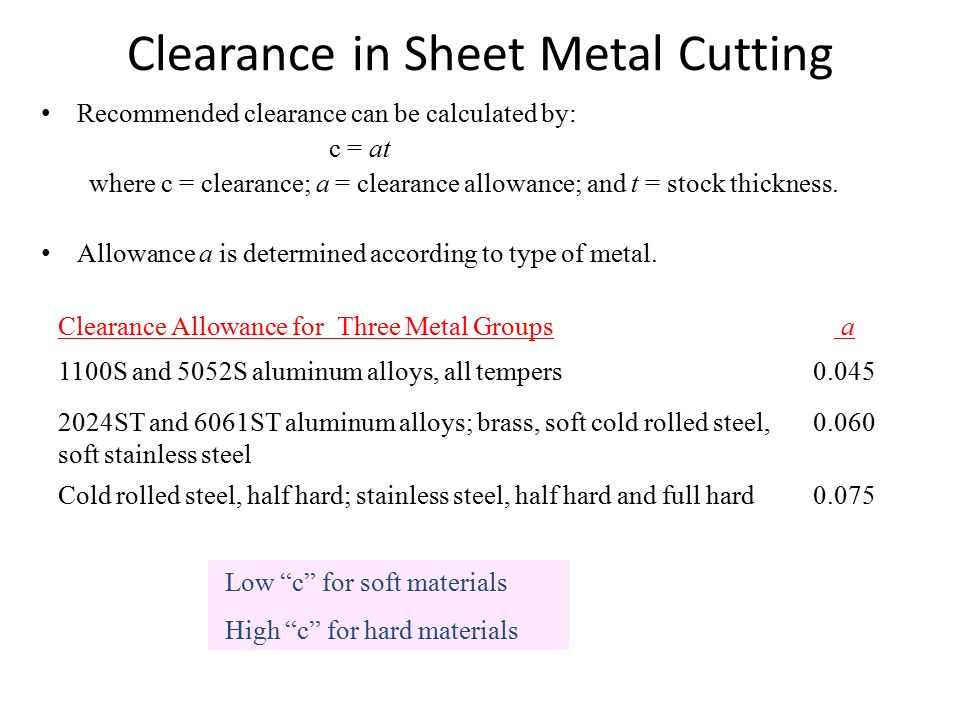
In manufacturing industry there is a range of optimum values for specific processes clearances may span from 1 to 30 of sheet thickness.
The punching force increases.
Increased 16 7 a circular sheet metal slug produced in a hole punching operation will have the same diameter as the a die opening or b punch.
It is easy to work with and very attractive in the home.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be.
X 36 the md building products 36 in.
B a circular sheet metal slug produced in a hole punching operation will have the same diameter as a the die opening or b the punch.
16 6 as sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same.
A large factor is the type of work material and its temper.
Mill aluminum union jack style perforated sheet metal offers a decorative way to complete your hvac door window hobby and cabinet projects.
Sheet metal parts with a minimum of 0 9mm to 20mm in thickness can be manufactured.
As sheet metal stock hardness increases in a blanking operation the clearance between punch and die should be a decreased b increased or c remain the same.
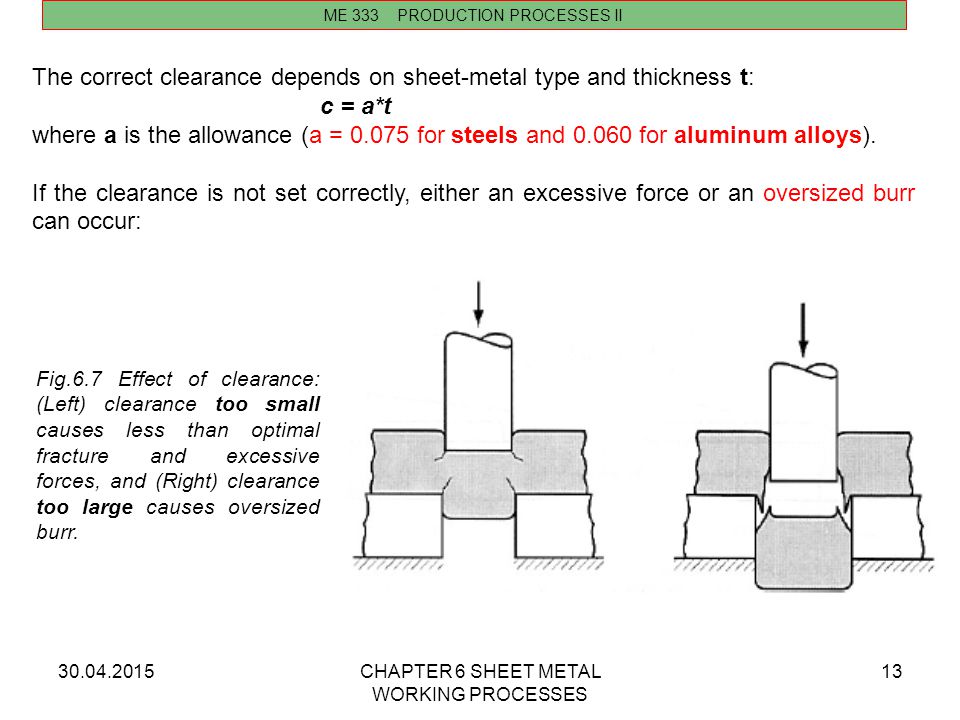
Recommended punch and die clearance table see table 1 below the harm of too small clearance.
The life of the mold is shortened.
Because sheet metal parts are manufactured from a single sheet of metal the part must maintain a uniform wall thickness.
As sheet metal stock hardness increases the clearance between punch and die should.
The sheet features a union jack style perforated design.
The md building products 36 in.
Sheet metal gauge size chart gauge or gage sizes are numbers that indicate the thickness of a piece of sheet metal with a higher number referring to a thinner sheet.
Can make the shear crack joint balanced blanking force good punching quality long service life of the mold.
The greater the sheet metal thickness the higher the clearance value should be.